DDH-85T HOWFIT югары тизлекле төгәл пресс

Төп техник параметрлар:
| Модель | DDH-85T | |
| Сыйдырышлык | KN | 850 |
| Сукмак озынлыгы | MM | 30 |
| Максималь SPM | SPM | 700 |
| Минималь SPM | SPM | 150 |
| Шрифт биеклеге | MM | 330-380 |
| Штамп биеклеген көйләү | MM | 50 |
| Слайдер өлкәсе | MM | 1100x500 |
| Болстер өлкәсе | MM | 1100x750 |
| Карават ачылуы | MM | 950x200 |
| Болстер ачылуы | MM | 800x150 |
| Төп мотор | KW | 22х4П |
| Төгәллек | JIS /JIS махсус дәрәҗәсе | |
| Гомуми авырлык | ТОН | 18 |
Төп үзенчәлекләр:
● Рамка югары ныклыктагы чуеннан эшләнгән, бу төгәл температураны контрольдә тотканнан һәм чыныктырганнан соң эш кисәгенең эчке киеренкелеген озак вакыт табигый рәвештә бетерә, шуның белән рамка эш кисәгенең эшчәнлеге иң яхшы халәткә җитә.
● Карават рамының тоташуы бәйләү таягы белән беркетелә, һәм гидравлик көч рам конструкциясен алдан бастыру һәм рамның катылыгын сизелерлек яхшырту өчен кулланыла.
● Көчле һәм сизгер аеру муфтасы һәм тормозы төгәл урнашуны һәм сизгер тормозны тәэмин итә.
● Бик яхшы динамик баланс дизайны, тибрәнү һәм шау-шуны минимальләштерә, һәм штампның гомерен тәэмин итә.
● Кранквал NiCrMO эретмәсеннән ясалган корычны куллана, җылылык белән эшкәртү, тарту һәм башка төгәл эшкәртүләрдән соң.

● Ташламалы күчәр подшипнигы слайд юнәлеш бирүче цилиндр һәм юнәлеш бирүче таяк арасында кулланыла һәм сузылган юнәлеш бирүче цилиндр белән туры китерелә, шуның белән динамик һәм статик төгәллек махсус зур төгәллектән артып китә, һәм штамплау матрицасының гомере шактый яхшыра.
● Мәҗбүри майлау суыту системасын куллану, раманың җылылык көчәнешен киметү, штамплау сыйфатын тәэмин итү, прессның гомерен озайту.
Кеше-машина интерфейсы микрокомпьютер ярдәмендә идарә ителә, бу эшнең, продукт күләменең һәм станокның торышын ачык күрү белән идарә итүне тәэмин итә (киләчәктә үзәк мәгълүмат эшкәртү системасы кулланылачак, һәм бер экран барлык станокларның эш торышын, сыйфатын, санын һәм башка мәгълүматларын беләчәк).
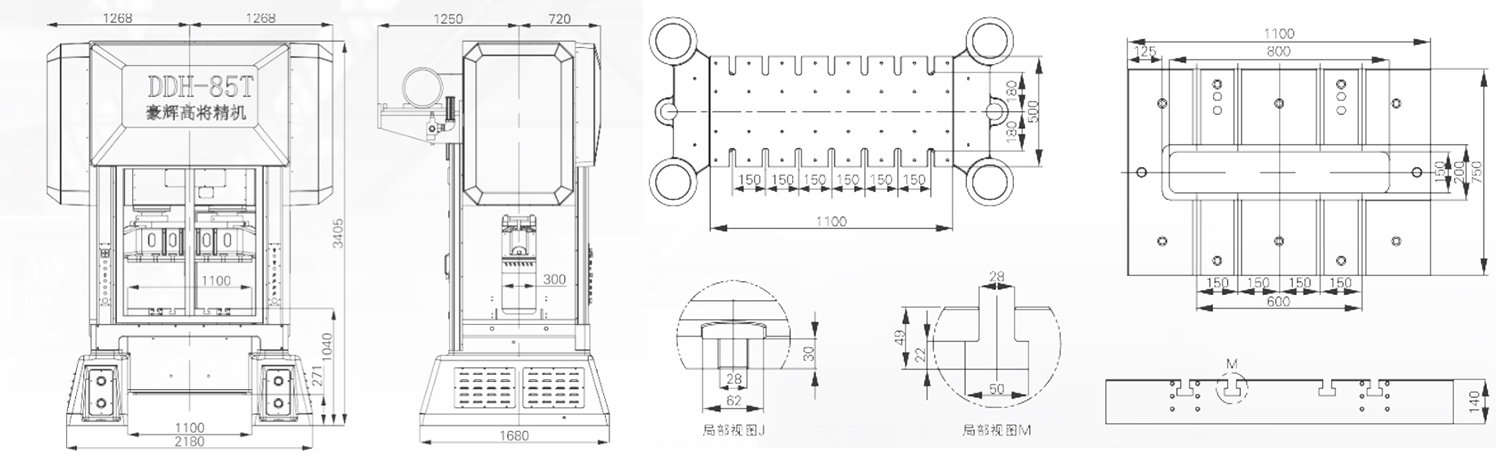
Үлчәм:
Матбугат продуктлары:
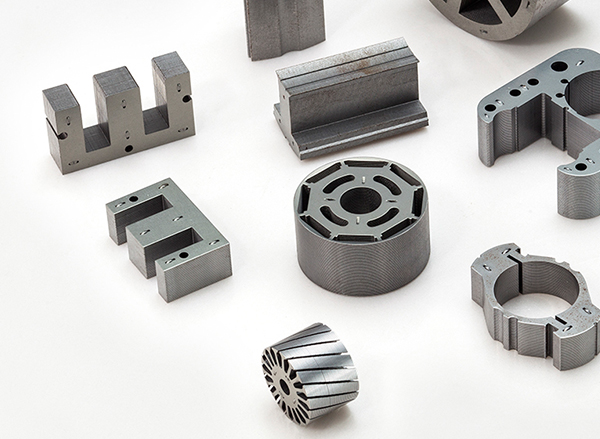
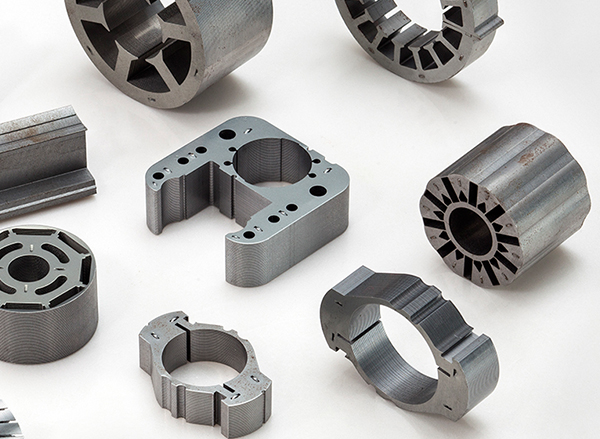
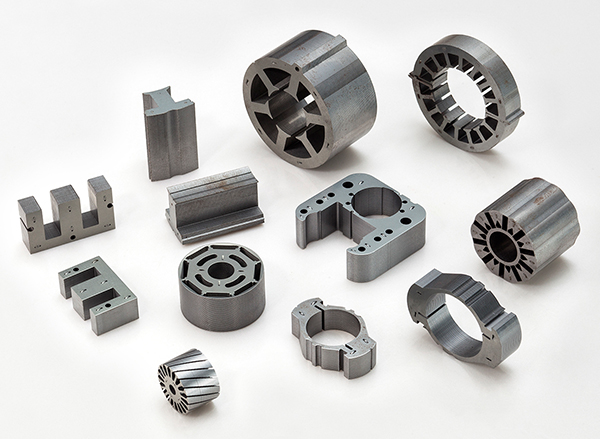
Бастырып чыгару процессының характерына карап, 300 тонналы югары тизлекле ламинация прессының партия күләме, бастырып чыгару өлешләренең геометрик зурлыгы (каплау калынлыгы, сузылу-сузылмавы, үрнәкнең формасы) һәм төгәллек таләпләре билгеләнә:
> Кечкенә һәм уртача зурлыктагы детальләр ачык типтагы механик перфоратор белән җитештерелә.
> Уртача зурлыктагы штамплау детальләрен җитештерүдә ябык структуралы механик перфоратор кулланыла.
> Гидравлик пресс кулланып, кечкенә партияләр җитештерү, зур калын пластиналы штамплау детальләре җитештерү.
> Башта катлаулы детальләрне күпләп җитештерүдә яки күпләп җитештерүдә югары тизлекле перфоратор яки күп позицияле автомат перфоратор сайлана.
Тиз һәм төгәл өстәл җилләткечле мотор штамплау машинасы - аның иң зур өстенлеге.
Өстәл җилләткечле мотор штамплау машинасын дөрес сайлау һәм яхшы продуктларны штамплау бик мөһим. Беренче сайлау - канатлы радиаторның рәсемнәрен ясау һәм продуктларның зурлыгын һәм калынлыгын үлчәү. Чималның калынлыгы - форманың тишеге. Канатлы радиаторыгызга туры килә торган өстәл җилләткечле мотор штамплау машинасының тоннажын сайлагыз (продуктларыгызның зурлык спецификацияләренә туры китереп, өстәл җилләткечле мотор штамплау машинасы, гадәттә, иң кечкенә канатлы радиатор өчен дә 45 тонна C-типтагы югары тизлекле перфоратор кирәк), һәм ниһаять, югары тизлекле перфораторның периферик җиһазларын тәмамлагыз.





