Бармак тибындагы төгәл пресс төгәл штамплау машинасы 40T

Продукция тасвирламасы
Бу прессның тагын бер игътибарга лаек үзенчәлеге - аның югары бәрелүгә һәм тузуга чыдамлыгы. Аның конструкциясендә кулланылган юнәлеш бирүче материаллар махсус рәвештә авыр куллануга чыдам һәм озак вакытлы тотрыклылык тәэмин итәрлек итеп сайланган. Бу сезнең прессыгызның төгәллеге озак вакыт дәвамында тотрыклы булып калуын көтә алуыгызны аңлата, бу еш ремонтлау һәм хезмәт күрсәтү ихтыяҗын киметә. Бу алдынгы ныклык белән сез станогыгызның тузуы турында борчылмыйча, җитештерүне максимальләштерүгә игътибар итә аласыз.
Күркәм эш нәтиҗәлелегеннән тыш, Knuckle югары тизлекле төгәл прессы стильле һәм эргономик дизайнга ия. Интуитив идарә итү панеле җиңел эшләү һәм көйләү мөмкинлеге бирә, кулланучы тәҗрибәсен җиңеләйтә. Пресс шулай ук алдынгы куркынычсызлык функцияләре белән җиһазландырылган, шул исәптән авариядән туктату төймәсе һәм оператор сәламәтлеген тәэмин итү һәм һәлакәтләрне булдырмау өчен саклагыч капкач.
Төп техник параметрлар:
| Модель | MARX-40T | ||||
| Сыйдырышлык | KN | 400 | |||
| Сукмак озынлыгы | MM | 16 | 20 | 25 | 30 |
| Максималь SPM | SPM | 1000 | 900 | 850 | 800 |
| Минималь SPM | SPM | 180 | 180 | 180 | 180 |
| Шрифт биеклеге | MM | 190-240 | |||
| Штамп биеклеген көйләү | MM | 50 | |||
| Слайдер өлкәсе | MM | 750x340 | |||
| Болстер өлкәсе | MM | 750x500 | |||
| Карават ачылуы | MM | 560x120 | |||
| Болстер ачылуы | MM | 500x100 | |||
| Төп мотор | KW | 15x4P | |||
| Төгәллек | JIS/JIS махсус дәрәҗәсе | ||||
| Өске штамп авырлыгы | KG | МАКСИМАЛЬ 105/105 | |||
| Гомуми авырлык | ТОН | 8 | |||
Төп үзенчәлекләр:
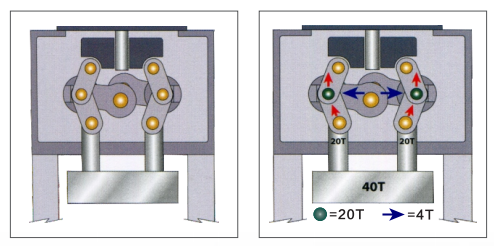
1. Тоташтыргыч типтагы пресс үзенең механизм үзенчәлекләрен максимальләштерә. Ул югары катылык, югары төгәллек һәм яхшы җылылык балансы үзенчәлекләренә ия.
2. Тулы баланс белән җиһазландырылган, штамплау тизлеге үзгәрү сәбәпле, штамп биеклегенең күчүен киметә һәм беренче штамплау һәм икенче штамплауның аскы үле нокта күчүен киметә.
3. Һәр якның көчен тигезләү өчен баланс механизмы кабул ителде, аның структурасы сигез яклы энә подшипнигы юнәлеш бирүче, шугычның эксцентрик йөк күтәрүчәнлеген тагын да яхшырта.
4. Озак хезмәт итүчән һәм аз тавышлы яңа арткы бәрелүсез муфта тормозы, тынрак басма эшенә ирешә. Болдсның зурлыгы 1100 мм (60 тонна) һәм 1500 мм (80 тонна), бу безнең барлык продуктлар ассортиментында аларның тоннажы өчен иң киң вариант.
5. Серво штамп биеклеген көйләү функциясе һәм штамп биеклеген хәтерләү функциясе белән калыпны алыштыру вакытын киметә һәм җитештерү нәтиҗәлелеген арттыра.

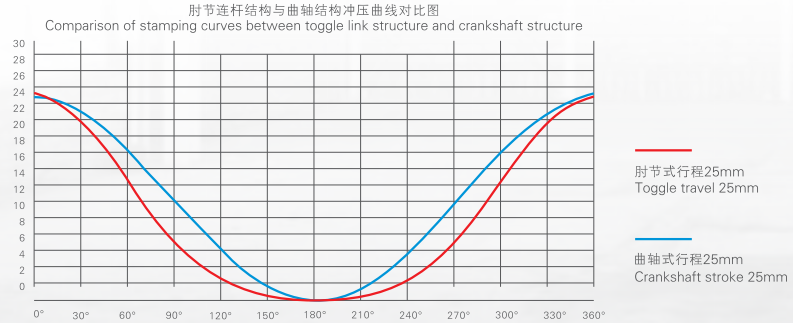
Идеаль штамплау эффекты:
Горизонталь симметрик тоташтыру дизайны слайдерның аскы үле үзәк янында шома хәрәкәт итүен тәэмин итә һәм кургаш рам һәм башка продуктларның штамплау таләпләренә туры килә торган камил штамплау нәтиҗәсенә ирешә. Шул ук вакытта, слайдерның хәрәкәт режимы югары тизлекле штамплау вакытында калыпка йогынтыны киметә һәм калыпның хезмәт итү вакытын озайта.тормыш.
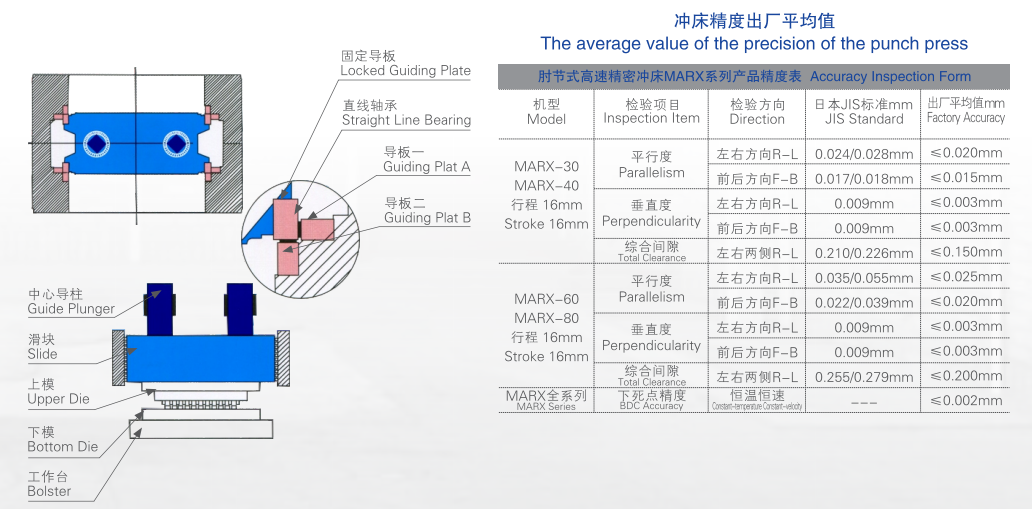
MRAX супер төгәллеге, яхшы катылык һәм югары төгәллек:
Слайдер икеләтә поршень һәм сигезкырлы яссы ролик ярдәмендә җитәкли, анда бернинди киңлек юк диярлек. Ул яхшы катылыкка, югары авыш йөкләүгә каршы тору сәләтенә һәм югары перфоратор басу төгәллегенә ия. Югары бәрелүгә һәм тузуга чыдам үзлекләргә ия.
Бармаклы югары тизлекле төгәл пресс
юнәлеш бирүче материаллар пресс машинасының төгәллегенең озак вакытлы тотрыклылыгын гарантияли һәм калыпны ремонтлау вакытын озайта.
Структура схемасы
Матбугат продуктлары
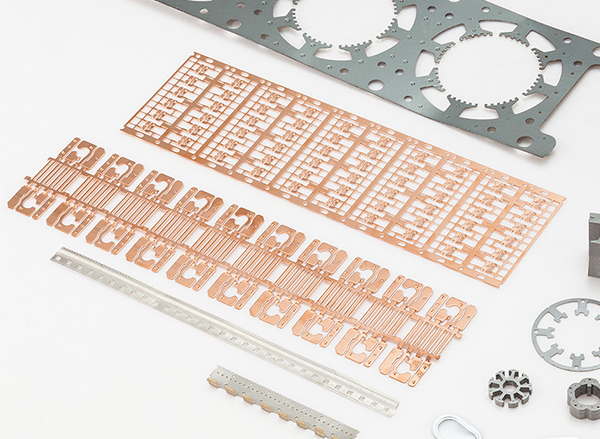
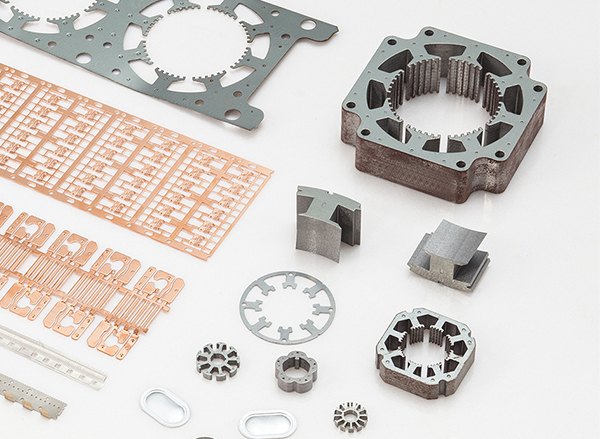
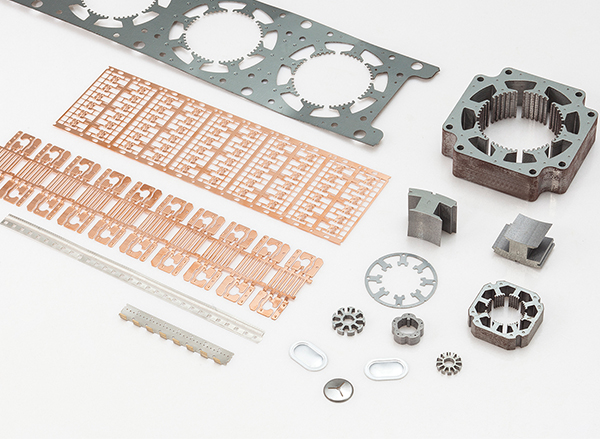
Кургаш рамка
Төргәк эчендәге штамп гадәттә кургаш рамкага ябыштырыла, аннары чыбыклар штамп колодкаларын чыбыкларга беркетә. Җитештерү процессының соңгы этабында кургаш рамка пластик корпуста формалаштырыла, һәм кургаш рамканың тышкы ягы киселә, барлык чыбыклар аерыла.
Кургаш рамнар яссы бакыр яки бакыр эретмәсеннән материалны аерып ясала. Моның өчен ике ысул кулланыла: гравюралау (югары тыгызлыктагы кургашлар өчен яраклы) яки штамплау (түбән тыгызлыктагы кургашлар өчен яраклы). Штамплау (тишү яки бастыру) - хәзерге вакытта кургаш рамка җитештерүнең иң нәтиҗәле, төгәл һәм югары технологияле ысулы.
60 тонналы "токарь" тибындагы югары тизлекле штамплау прессы тарафыннан авыл хуҗалыгына китерелгән зыянның төп сәбәбе - кирәкле саклагыч җайланмалар һәм корылмалар булмау, һәм куркыныч эш процедуралары өчен нәтиҗәле хезмәтне саклау чаралары булмау. Штамплау прессы белән бәйле җәрәхәтләрнең техник сәбәбе - операторның гамәле һәм станок эше арасындагы дисбаланс.
Продукт категорияләре
-

Гантри төрендәге төгәл пресс төгәл штамплау ...
-
80T - Югары тизлекле җитештерү штамплау
-

360T югары тизлекле прес | Төгәл метилләштерелгән...
-

Бармаклы типтагы төгәллекле пресс төгәллекле тоташтыргыч...
-

Механик пресс машинасы Прецизион пресс 125T
-

400 тонналы югары тизлекле төгәл пресс